The specification line that costs most cable tray buyers the most money is not the steel grade or the tray width, it is the sequence of two operations: punching and galvanizing. Four out of ten cable-tray failures in tropical and coastal projects start at a single bolt hole where the cut edge gets exposed, zinc loses contact at the punch perimeter, and rust climbs out from the fastener long before the tray surface shows any distress. Cable trays look interchangeable on a drawing, but the real cost is decided three layers deeper: cable function, install environment, and how the manufacturer punches and finishes each run.
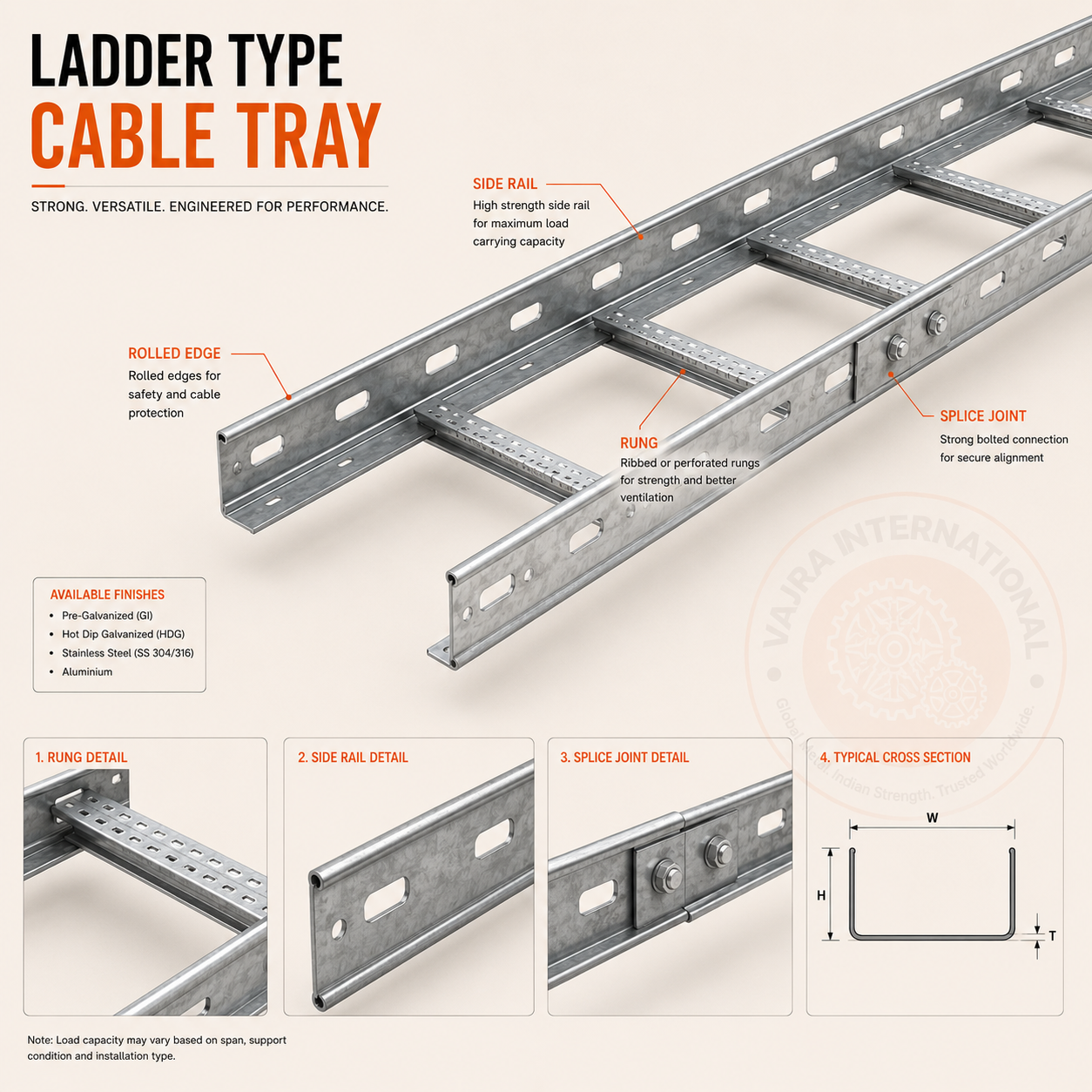
Ladder trays, heavy power, maximum ventilation
Ladder trays carry heavy power cabling over long support spans. The open rungs dissipate heat (typically 35-45% better heat dissipation than perforated at the same fill ratio per IEC 60364-5-52 derating tables) and make cable tie-down quick. They're the right call for substations, power distribution rooms, refinery pipe-rack runs and industrial plant where cable weight and conductor heating drive the spec. At Vajra's Howrah plant we roll ladder sections up to 1,000 mm wide on a single forming pass, heavier-side rungs (1.6 mm and 2 mm) for transmission projects, lighter (1.2 mm) for general-purpose plant.
Perforated trays, control and instrumentation
Perforated trays give continuous bottom support with slotted ventilation, ideal for control, instrumentation and small power cabling under 35 mm². Returned-flange edges add rigidity (a 6 mm return on a 100 mm tray roughly doubles its load capacity vs a flat-edge profile) and protect cable insulation against the cut steel edge. They're default in data centres, commercial fit-out, telecom shelters and 5G aggregation sites.
Trunking, protection and clean routing
Closed trunking with snap-on covers shields cabling from dust, falling debris and accidental impact, and keeps exposed routes visually tidy through occupied areas, switch rooms and hospital corridors. The trade-off is heat, fully covered trunking de-rates cable ampacity ~15-20% vs perforated, so size the trunking up one width when you're running heavy power.
The bolt-hole rule: punch before you galvanize
Bolt holes punched AFTER hot-dip galvanizing destroy the zinc layer at every cut edge, and that's where field corrosion starts, not on the tray surface. Insist that the manufacturer punches all fixing holes BEFORE galvanizing, so the molten zinc flows into the hole walls and seals them. If a tray section needs site-drilling for a custom support, brush-on cold zinc spray (Galvafroid or equivalent) is the only acceptable touch-up, never bare paint. We coil-punch all standard fixing patterns at the Howrah unit before the HDG bath, which is one reason transmission EPCs like KEC International and Skipper Limited specify Vajra ladder runs for 400 kV substation cable routes.
Don't forget the finish
- Indoor, dry, climate-controlled (data centre, switch room): pre-galvanized (GI) IS 277 Z275 is fine. 18-25 µm zinc, fully cost-effective.
- Outdoor / humid / industrial: hot-dip galvanized to ASTM A123 or IS 4759, minimum 85 µm zinc, 25-year service in C3 (industrial) atmospheric class.
- Coastal (within 2 km of saltwater) / chemical: stainless steel 304L or 316L, or HDG with a 100 µm minimum coating + epoxy topcoat.
- Aesthetic / colour-coded: powder coating (60-80 µm DFT) OVER pre-galvanized base, not over bare steel.
Match the accessory and support finish to the tray. A galvanized run with painted fittings corrodes first at the joint, and a single oxidised splice plate fails the entire run's IR test in 4-6 years.
Need cable trays built to IEC 61537 with pre-punched HDG bolt holes? We supply ladder, perforated and trunking from our Howrah facility. FOB/CIF/CFR to 30+ countries.