Most grating buyers over-specify the bearing bar by one size, adding 15–25% to the weight and cost of a platform order for no engineering reason. It happens because engineers copy the last project specification without running the span-load calculation, and because grating load tables are written in formats that require time to interpret correctly. The result is a 32×5 mm bearing bar order where 25×5 mm would have met the load, at significantly lower cost and weight. This article gives you the numbers directly: what bar size carries what load at what span, how the electroforging process affects those numbers, and exactly what information your Indian grating manufacturer needs to quote correctly the first time.
Construction: why 'electroforged' is not the same as 'welded grating'
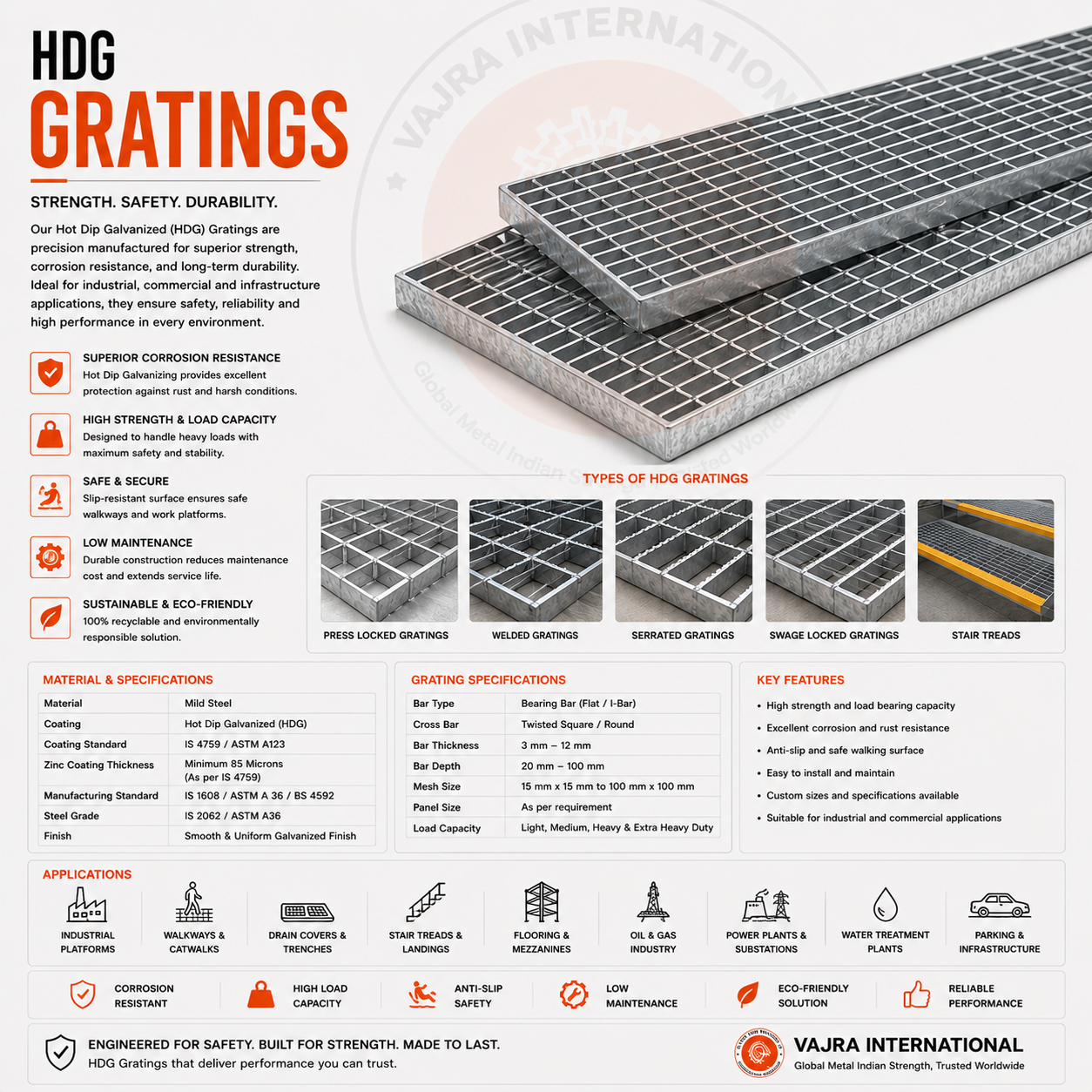
The term 'electroforged' is specific: it describes a resistance-welding process where cross bars are pressed into the sides of the bearing bars under simultaneous electrical current, creating a flush-top surface where the cross bar is fully embedded. The cross bar does not sit on top of or behind the bearing bar, it passes through notches pressed into the bearing bar side, and the electrical resistance at the contact point generates localised heat that welds them together without filler material. The result is a true metallurgical bond at every intersection, with the top surface of the grating completely flat. This matters for three reasons: (1) flat-top gratings allow heel-safe walking without snagging footwear or cable-drum wheels; (2) the embedded cross bar does not project below the bearing bar bottom flange, allowing the grating to sit flush in frames; (3) the resistance-weld strength at each intersection is repeatable and can be stated in load tables, unlike hand-welded gratings where joint quality is variable.
Bearing bar selection: the numbers your engineer needs
- 25×3 mm flat steel (25 mm height, 3 mm thickness): light-duty pedestrian walkways and maintenance platforms where span ≤ 800 mm. Low cost, suitable for indoor dry environments.
- 25×5 mm: general-purpose pedestrian duty. At 1,000 mm span → 4.5 kN/m² UDL to BS 4592. This is the most commonly over-specified section, many engineers specify 32×5 when 25×5 meets the load.
- 32×5 mm: intermediate pedestrian and light equipment duty. At 1,000 mm span → 7.2 kN/m² UDL.
- 38×5 mm: standard industrial walkway and platform, equipment trolley traffic. At 1,000 mm span → 10.3 kN/m² UDL. The correct default for most refinery and chemical plant walkways.
- 50×5 mm and 50×6 mm: heavy equipment platforms, pipe-rack access ways, occasional light vehicle. At 1,000 mm span → 17–21 kN/m² UDL.
- 65×6, 75×6, 100×6, 100×8 mm: vehicle decking (forklift rated), crane rail platforms and dock covers. Typically used with span ≤ 600 mm for vehicle applications.
- Cross bar pitch: 50 mm for heel-safe (anti-heel) certification per EN ISO 14122-2; 100 mm for ventilation-priority applications where heel-safety is not specified.
- Bearing bar pitch: 30 mm or 40 mm standard. Specify 25 mm for fine-mesh anti-slip requirement (GRP alternative is often used here, but SS 316 electroforged grating in 25×5 mm at 25/100 mm pitch is available for food-grade).
Load tables interpreted: UDL and deflection limits
Grating load tables give UDL (uniformly distributed load in kN/m² or kg/m²) at a stated span, to a deflection limit, typically L/200 (span ÷ 200) under working load to BS 4592 / IS 2713. This means a 1,000 mm span grating deflects no more than 5 mm under UDL. It does NOT mean the grating will fail above this load, it means the aesthetic/functional deflection limit is reached. Ultimate load before yield is typically 3–4× the UDL given in the table. For concentrated (point) loads, a tool trolley wheel, for example, the calculation is different: the point load is distributed over the contact area, and the adjacent bearing bar spacing determines the effective span. Always provide the concentrated load (kN) and wheel contact patch dimensions when asking for a point-load calculation.
Finishes: the full comparison
- Hot-dip galvanized (HDG) to ASTM A123 / IS 4759: the standard for all outdoor, coastal, humid and industrial environments. 85–110 µm average zinc coating after galvanizing. Post-fabrication dipping, all surfaces, welds and cut edges are coated. This is what Vajra's in-house HDG bath produces.
- Pre-galvanized (PG): Zinc-coated coil, formed, welded. Cut edges and welds have zero zinc. Acceptable for indoor dry platforms only, maintenance buildings, warehouses, covered walkways.
- Stainless steel 304L: For pharmaceutical, food-processing (FSANZ, FDA 21 CFR compliant environments), clean-rooms and wet process areas where zinc contamination from HDG is unacceptable. Cost is 4–5× HDG mild steel.
- Stainless steel 316L: For marine wash-down zones, coastal platforms within 200 m of saltwater, and chloride-rich chemical environments. Specify 316L not 304 for these environments, free chloride pitting of 304 begins within 18 months in marine environments.
- Painted / epoxy-coated: For colour-coded safety zones (yellow walkways, red hazard zones). Must be applied over HDG or phosphate base, bare MS paint degrades rapidly in industrial environments.
Standard sheet sizes and what to request from your manufacturer
Grating sheets are manufactured in full sheets, standard 6,000×1,000 mm (metric) or 6,100×1,220 mm (imperial-derived), and cut to your specified panel sizes. Cutting is by angle grinder or band saw. All cut edges lose zinc at the cut line: request that all cut-edge trim waste is touched up with cold zinc spray (Galvafroid equivalent) before shipment. Notched corners, round cutouts for pipe penetrations, and drilled fixing holes can all be pre-cut at the factory, cutting in the field loses zinc and creates site debris. End-plates (flat bar welded to bearing bar ends, preventing cable snag) and toe-plates (vertical kick plate, 100 mm high, welded to panel perimeter) are standard safety accessories on industrial platforms, specify whether required.
Complete RFQ checklist for electroforged gratings
- Bearing bar section (height × thickness, mm) and steel grade (IS 2062 Gr. A or B).
- Bearing bar pitch and cross bar pitch (e.g. 30×100 mm or 25×50 mm).
- Panel dimensions (length × width per panel, in mm) and quantity.
- Support span (mm): the clear distance between frame members the grating spans.
- Loading requirement: UDL in kN/m² OR concentrated point load in kN with contact area, or describe the application (personnel, light equipment, forklift).
- Finish: HDG (ASTM A123 / IS 4759), PG, SS 304L, SS 316L, painted.
- Standard: BS 4592, IS 2713, EN ISO 14122-2.
- Accessories: end-plates, toe-plates, fixing clips, specify yes/no.
- Destination port and Incoterm.
If you are unsure of the bearing bar size, tell us the span, the load type (foot traffic, trolley, or vehicle) and the environment. We run the BS 4592 calculation and recommend the section with a preliminary load table before you commit to the order.
We manufacture electroforged steel gratings with in-house HDG to ASTM A123 / BS 4592. Tell us your span, load class and panel size, we return a load table and quote within 24 hours.